
紫铜片止水厂家直销产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:紫铜片止水厂家直销的图文介绍
兴泰工程材料有限公司坚持“发展科技拓市场,强化质量铸品牌,严格管理增效益,诚信为本誉天下 ”的工厂方针,发扬“诚信、团结、敬业、创新”的企业精神,竭诚为广大 安徽马鞍山网状聚丙烯纤维用户提供优质的产品和满意的服务。


水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与稳定,特别是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。 安徽马鞍山铜止水 止水铜片的基本性能要求 铜止水 目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧,软铜。 混凝土中止水铜片的材料基本要求为: 一、抗拉强度不小于205MPa; 二、延伸率不低于30% : 三、冷弯180不出现裂缝; 四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。



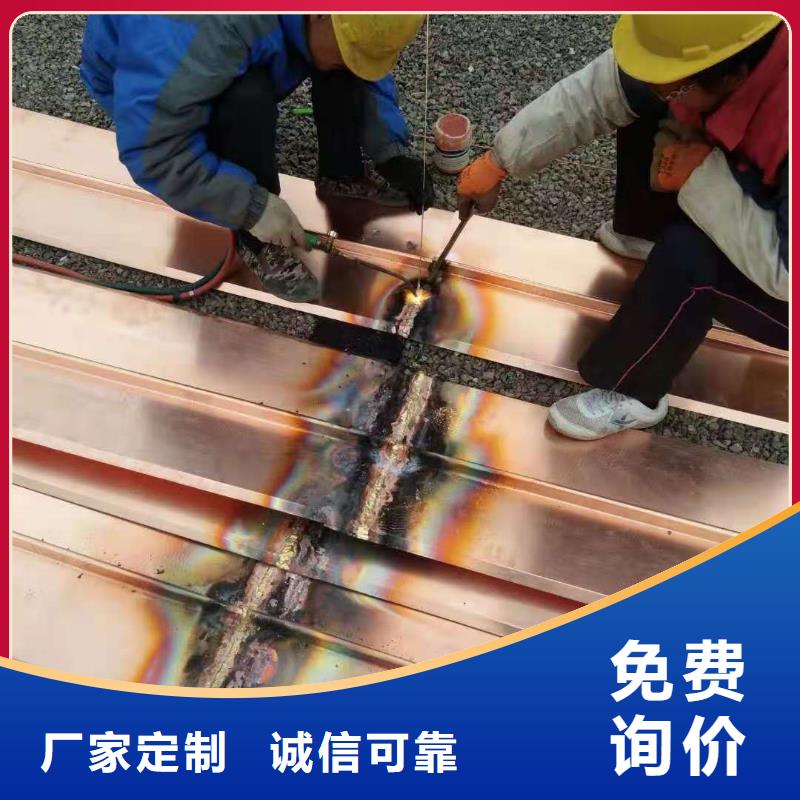
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。 止水接头现场焊接施工工艺及方法 安徽马鞍山铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在 焊粉中,焊粉采用气剂301. B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷; 或砂纸去除表面油污和吸附的气体。 C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成 脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。 D、焊前首先将焊件预热:预热温度为400 500‘C。 E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷, 同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。



在水利工程施工中,为配合防渗系统的设计,在使用止水铜片的同时,在止水铜片的内侧或外侧大多会使用PVC或者橡胶垫片,橡胶易老化,而紫铜不会,两者配搭使用是止水防渗系统的不二选择。 橡胶的韧性很好的贴合了紫铜止水片,不仅符合了紫铜止水片的特点,还让止水铜片多了一层保护屏障。止水铜片的规格需要配合恰到好处的橡胶垫片尺寸,我们提供止水铜片与橡胶止水的一体化生产,使止水紫铜片的生产符合止水铜片大样图,同时配合相应的橡胶垫片完美嵌入止水铜片凹槽,达施工标准,可在各施工项目中直接使用 我公司生产的铜片止水系列产品,以2号铜为原料,即T2铜,纯铜含量大于等于99.9%,是目前市场上纯度 的材料。在生产过程中,需进过熔铸,反复的热轧、冷轧、退火等工序,使铜止水片的抗拉强度大于等于205MPa,延伸率大于等于30%,因此其可加工性强,可根据设计大样图成形。安徽马鞍山铜止水 一般情况下,我公司出厂的铜止水片物理性能具体数据如下,硬度HV50,延伸率37%,抗拉强度为230MPa,而铜含量在99.97%(其物理数据检测均是加工成型前的数据,弯折之后,有一定的变化)。



铜止水片(是由紫铜或纯铜生产加工而成),安徽马鞍山铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。